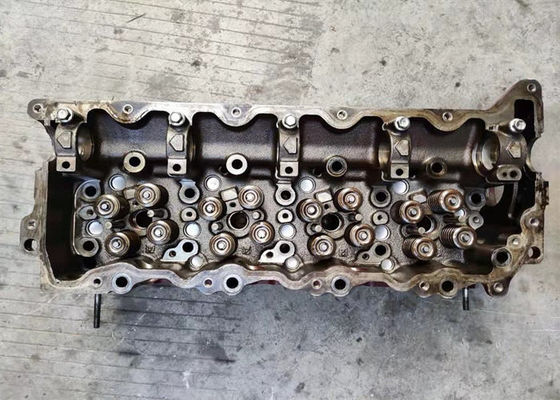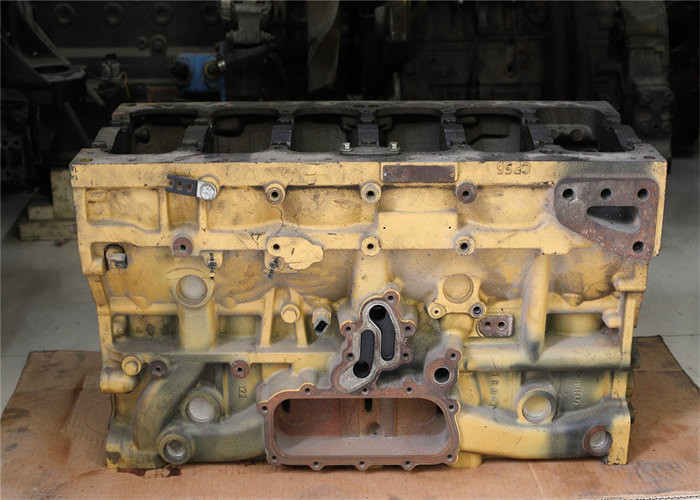
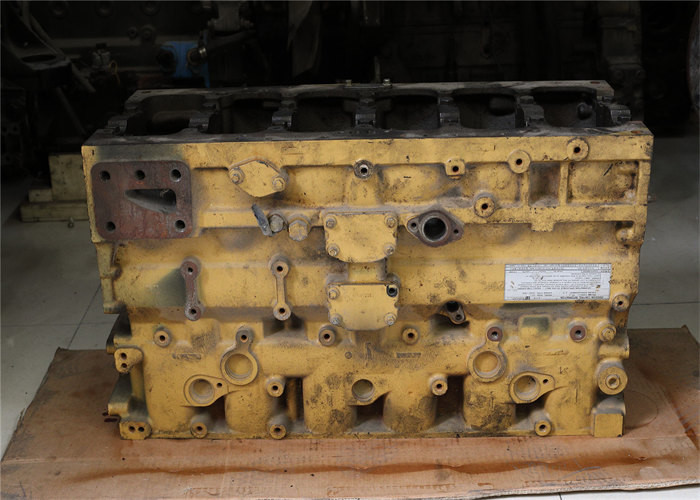

C6.6 Używane bloki silnika Diesla do koparki E320D E320D2 Chłodzenie wodą
Specyfikacja
| Nazwa samochodu: Blok cylindrów silnika |
| Numer modelu: C6.6 |
| Typ silnika: Diesel |
| aplikacji: Koparka |
| zawór: 24 zawór |
| Chłodzenie: Chłodzenie wodą |
| Wtrysk: elektryczny |
| Forma pracy: Turbo |
Opis
Techniki przypinania
Ostatnim krokiem w naprawie pęknięć na zimno jest przebicie wierzchołków kołków lub zatyczek tępym narzędziem w młotku pneumatycznym.Kucie odkształca wierzchołki szpilek i pomaga wtopić je w otaczający metal.Kulkowanie również kompresuje górne nici, zapewniając szczelne uszczelnienie.Szpilki można następnie w razie potrzeby zeszlifować, a następnie przekuć, aby wykonać prawie niewidoczną naprawę.
Po zakończeniu naprawy głowicy cylindrów, głowica powinna być ponownie przetestowana ciśnieniowo, aby upewnić się, że nie ma wycieków.Jeśli są małe nieszczelności, często można je naprawić przez dodatkowe kucie i/lub zainstalowanie dodatkowych kołków.Nie używaj również zbyt dużego ciśnienia powietrza do ponownego testowania głowicy, ponieważ może to wypchnąć uszczelniacz do gwintów, zanim całkowicie się utwardzi.
Opcje spawania
irontite_tapered_plugs_1Jeśli pękniętej głowicy lub bloku nie można naprawić, wypełniając pęknięcia kołkami lub zatyczkami, spawanie jest kolejną opcją.W przypadku głowic żeliwnych obejmuje to spawanie w piecu, spawanie płomieniowe natryskowe lub lutowanie twarde.Przy głowicach aluminiowych byłoby to spawanie metodą TIG.
Spawanie piecowe wymaga wykwalifikowanego spawacza i wstępnego podgrzania głowicy w piecu do 1000-1400 stopni F (średnio czerwony kolor).Głowica musi być idealnie czysta, a prowadnice zaworów, gniazda i wszelkie kołki należy usunąć przed spawaniem.Pęknięcie musi być również zeszlifowane aż do płaszcza wodnego, aby przyjąć pręt wypełniający (który powinien być z tego samego stopu co główka).
Spawanie odbywa się palnikiem acetylenowym i neutralnym płomieniem.Po wypełnieniu pęknięcia, głowę należy owinąć kocem izolacyjnym, aby zapobiec zbyt szybkiemu wychłodzeniu (co może skutkować twardymi miejscami lub dodatkowymi pęknięciami).Szybkość chłodzenia nie powinna przekraczać 200 stopni F na godzinę, więc schłodzenie do temperatury pokojowej powinno zająć od 6 do 7 godzin.
![]()
![]()
![]()